
【導(dǎo)讀】壓接是線束加工中一個重要的工序,在壓接過程中,或會出現(xiàn)壓接不良的情況。為什么壓接不良? 是錯料嗎? 是壓接工具問題嗎? 看看以下一些壓接過程中較常見發(fā)生的問題,你是否也曾遇見?
01壓接高度
壓接高度是芯線壓接部分壓接后的橫截面高度,是判斷壓接是否良好的最重要特征。連接器制造商為端子設(shè)計的每種線纜尺寸提供壓接高度。給定線纜的正確壓接高度范圍或公差可能小達 0.002"。對于如此嚴(yán)格的規(guī)格,驗證壓接設(shè)置過程是否正確對于良好壓接是非常重要。
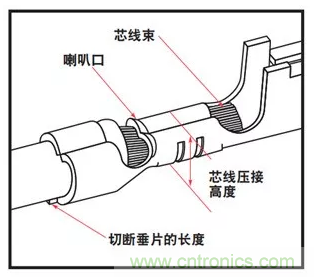
圖1:芯線壓接高度(圖片來源:Molex)
壓接高度過小或過大將無法提供規(guī)定的壓接強度(對線纜端子的保持力),會降低線纜的拉拔力和額定電流,并且通常可能導(dǎo)致壓接在非正常工作條件下性能降低。壓接高度過小可能會壓斷芯線或使芯線壓接位置的金屬斷裂。
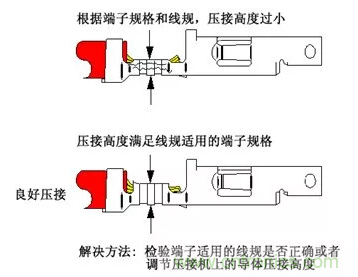
圖2:壓接高度過小(圖片來源:Molex)
過大的壓接高度也無法有效壓接芯線,會形成壓接區(qū)過大的無效空隙,使芯線和端子金屬之間沒有足夠的緊接。
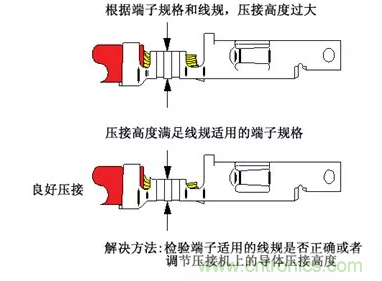
圖3:壓接高度過大(圖片來源:Molex)
解決壓接高度過小或過大方法很簡單:可以嘗試調(diào)節(jié)壓接機上的導(dǎo)體壓接高度。在首次使用壓接機進行工作時,使用游標(biāo)卡尺或千分尺檢驗壓接高度在規(guī)定范圍內(nèi),并且在工作過程中應(yīng)按照要求的頻度重新檢查,以保持正確的壓接高度。
如何測量芯線壓接高度?
1. 設(shè)定好工具(游標(biāo)卡尺如Wiha的41103,或 千分尺如TPI的3M201-NB)。
2. 建議壓接至少5個樣品。
3. 把千分尺平葉片測量頭跨在芯線壓接處的中間位置 (圖 4) 。不要在芯線的喇叭口附近測量。
4. 旋轉(zhuǎn)千分尺的刻度盤,直到測量頭接觸到最底部的徑向表面。若使用卡尺,請勿測量壓接處的凸起點。
5.記錄壓接高度讀數(shù)。至少要記錄5個壓接高度讀數(shù),以確保工具設(shè)置的正確。至少要記錄30個讀數(shù)才能確定工具的壓接能力。
6. 在整個壓接操作期間,每壓接250至500個端子就要檢查一次壓接高度。

圖4:千分尺平葉片測量壓接高度
02 絕緣壓接區(qū)過小或過大
由于絕緣類型和厚度的多樣性,連接器制造商一般不會提供絕緣層的壓接高度。絕緣壓接為導(dǎo)體壓接區(qū)提供應(yīng)力釋放,這樣在線纜彎曲時不會使芯線折斷。過小的絕緣壓接區(qū)會使絕緣壓接區(qū)中的金屬應(yīng)力過大,削弱其應(yīng)力釋放功能。
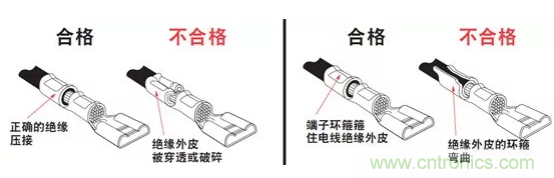
圖5:合格和不合格的絕緣壓接例子(圖片來源:Molex)
大多數(shù)類型的壓接工具可以獨立于導(dǎo)體壓接高度而調(diào)節(jié)絕緣壓接高度。正確的調(diào)節(jié)使得端子夾緊絕緣層至少180度,并且不會刺穿絕緣層。
Digi-Key 提供不同壓接工具, 看看以下視頻有關(guān)資深工程師如何查找合適壓接工具:
03 剝線長度過短
如果剝線長度過短,或者線纜沒有完全插入導(dǎo)體指定的壓接區(qū),端接有機會不能達到規(guī)定的拉拔力, 因為線纜與端子之間的金屬接觸減少了。
解決方法很簡單, 增大剝線設(shè)備的剝線長度至該端子的規(guī)定值。
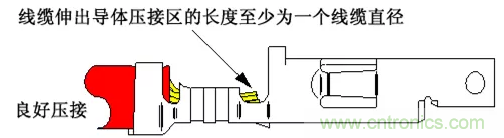
圖6:剝線長度與良好壓接(圖片來源:Molex)
此外壓接前,也要留意所用的線芯是否松散, 可點擊這里了解一下
04 線纜插入過深
絕緣層向前過深地插入絕緣壓接區(qū),導(dǎo)體伸出至過渡區(qū)。在實際應(yīng)用中,這可能引起壓接失效。由于導(dǎo)體壓接區(qū)中金屬間接觸減少,使得額定電流和線纜拉拔力降低。金屬與塑料的接觸沒有金屬間接觸牢固,可能導(dǎo)致不導(dǎo)電。
如果線纜伸出至過渡區(qū)過深,插針端子的尖端碰撞上線纜,可能會阻止連接器完全就位,或者可能導(dǎo)致插針或插孔端子彎曲。
更嚴(yán)重是,即使端子在外殼內(nèi)完全就位,但是會被推出外殼背部。要解決這個問題,確認(rèn)沒有使用過大的力將線纜插入壓接機而使之越過壓接機的線纜止口,或者調(diào)節(jié)線纜止口的位置使之正確地軸向定位已剝皮的線纜。
最佳壓接
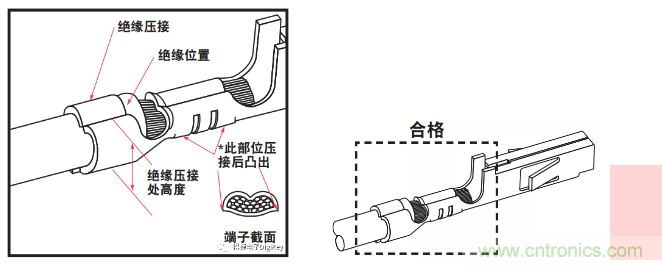
圖7:最佳壓接(圖片來源:Molex)
盡管在壓接過程中可能會遇到一些困難,但嘗試如上圖壓接,應(yīng)盡量減少或避免壓接后凸出。凸出部位不得超過端子的底部。
總結(jié):四個簡單的壓接準(zhǔn)則
緊記以下四個簡單的準(zhǔn)則或可幫助連接器成功壓接:
1. 根據(jù)您的應(yīng)用需求選擇合適的連接器;
2. 使用端子制造商指定的壓接工具;
3. 正確調(diào)整和維護壓接工具,使其處于良好的工作狀態(tài);
4. 定期更換置換金屬的零件(例如,導(dǎo)體和絕緣沖頭,砧座和接線刀)。
來源:得捷電子DigiKey,作者:Barley Li





